Wall thickness
In short
Wall thicknesses have a huge influence on the quality of your parts. Variable thicknesses can cause warpage and walls that are too thin can easily break during post-processing.
Finished your design? Make sure to check:
- In general, wall thicknesses should be between 1,5 and 5 mm.
- Add fillets to pins to improve strength.
- In case of tall, narrow pins, consider using a metal insert instead.
General wall thickness
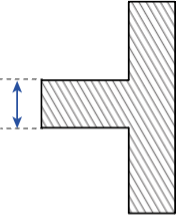
You want your parts to be sleek and thin, but also robust. Make sure the wall thickness is at least 1,5 mm for small parts and 2 mm for larger parts. The larger the part, the thicker the wall should be to ensure it is supported properly. Usually there is little need for walls thicker than 5 mm.
Walls thinner than 1 mm tend to deviate significantly and over-thicken due to the laser heat over-sintering the narrow feature (the laser fusing too much material due to trapped or radiant heat). Thicker geometries and walls with variable thickness are at risk of deformation due to shrinkage and stress. In general, the same wall design rules for injection molding are applicable to achieve a uniform and consistent part.
Pins
Attention when designing pins for SLS is needed for the thin pins. If pins are too thin, they may be too fragile and break during post-processing. The longer the pin, the greater the risk. Increasing the diameter will give a long pin more strength. Shorter pins can subsequently have a smaller diameter.
Adding fillets to the base of the pin can improve its strength. If possible, adding a draft to the pin, making it wider at the base, can also improve the connection.
As an alternative, part performance can be improved by creating a hole instead of a pin and inserting a metal pin during post-processing.


What’s inside our guidlines?
Our guidelines are filled to the brim with useful information on how to design your models, the newest technologies and specifications for your parts!